
Combo Welder
Affiliate Disclaimer: migweldercart.com provides industry expertise and research to its readers. You help us by using the links to our carefully picked items, which may earn us a little commission.

Perhaps you’re thinking, “Combo welding is far above my head.” It might not be evident at first. You probably know little more than a few different types of welding. Perhaps you have experience with MIG welding. Combination welding, therefore, is what? “combo welding” and “combo welder” are sometimes used interchangeably. However, it’s not clear that they refer to the same thing. I can assure you that it is not.
Combination welding refers to the practice of using several techniques simultaneously. As a noun, it refers to welders skilled in two or more types of welding. They may not be thoroughly competent in every procedure, but they have at least some expertise. In an ideal world, a “combo welder” would be certified in all the welding techniques he claims to be able to do.
This article will provide a high-level overview of the four most common welding techniques and discuss their use.

Some methods of welding are superior to others. It’s not that one is superior to the other. It’s because each is used for distinct purposes. Some people are better suited to structural steel since they can handle a substantial workload. Some of them work well with paper or cardboard. Welds produced by specific methods are significantly cleaner and more visually attractive.
The use of various welding processes, however, may be required in certain circumstances to boost production or make the job simpler.
Synergistic procedures may be power-dependent. For example, Welder inverters provide a constant voltage power supply for welding processes like MIG and FCAW, which share similar but not identical setup requirements. A single transformer can power a stick (SMAW) and a TIG welder.
Stick welding, and even FCAW may be too hot for certain thinner gauge materials. Indeed, the inverse is also true. For example, a TIG torch would have difficulty welding a thick, beveled steel plate. Close the gap would take too much time and reduce output. To some extent, that’s true even if it were theoretically feasible.
The consumable electrode in shielded metal arc welding makes this electric arc welding method unique. In 1888, Nikolay Gavrilovich Slavyanov was the first to employ disposable electrodes for arc welding.
Stick welding, or shielded metal arc welding, is still one of the most popular welding methods. In addition, stick welding is one of the most adaptable types since it can be used in almost any setting and with virtually any metal.
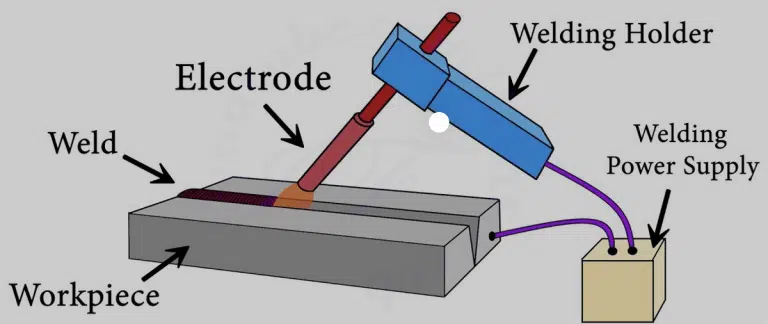
Welding many different metals is possible using shielded metal arc welding. It’s not hard to pick up, and the welds you get from it will last a long time.
This is one of the earliest known welding methods, yet it continues to be refined and modernized to meet modern needs.
Stick welding is still one of the most trusted techniques in the modern day, mainly when done by skilled professionals.
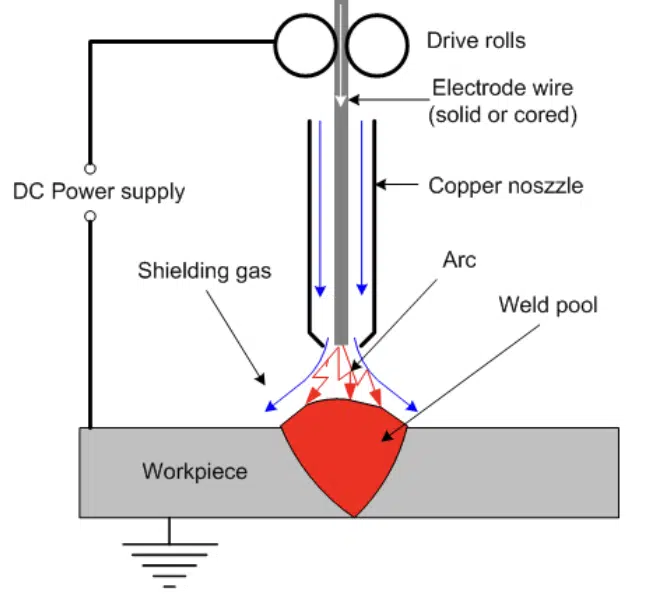
When MIG welding is done, a welding gun continually delivers an electrode consisting of a solid wire into the weld pool. The process of melting causes the essential elements to become unified. In addition, the gun supplies a shielding gas with the electrode to avoid contamination of the weld pool brought on by ambient pollutants.
In 1949, the United States of America issued a patent for welding aluminum using MIG. Using a bare wire electrode, both the arc and the weld pool were shielded from the helium gas used in their production.
Around 1952, the United Kingdom started using argon for welding aluminum and carbon steel. In MAG procedures, also known as active metal gas processes, CO2 and argon-CO2 are used as reactants.
MIG offers quicker deposition rates and more output as compared to MMA.
The United States of America submitted a patent application in 1949 for welding aluminum utilizing an inert metal gas (MIG) method. The arc that was formed by the bare wire electrode, as well as the weld pool, was shielded from the helium gas. Around 1952, welders in the United Kingdom began using argon for carbon steel, CO2 welding, and aluminum welding. During metal-active gas (MAG) procedures, CO2 and argon-CO2 are used as working fluids.
When compared to employing MMA, the deposition rates and output of MIG welding are much higher. To complete the procedure, positively charged wires are linked to power sources that maintain a constant voltage. However, the wire diameter (often between 0.6 and 1.6 mm) and the feed speed affect the welding current. This is because the wire burn-off rate works against the feed speed.
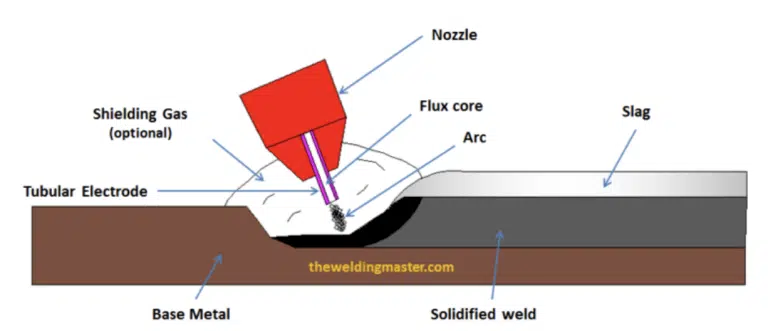
In Flux Core Arc Welding (FCAW), a flux is inserted into a tubular wire for the welding process. The arc is started with a continuous wire electrode at the interface between the electrode and the workpiece.
During welding, the flux in the electrode’s tubular core melts and forms a protective shield over the weld pool. Commonly used with the FCAW method is direct current, electrode positive (DCEP).
Self-shielded FCAW (which does not use any gas for protection) and gas-shielded FCAW are the two most common types of this procedure (with shielding gas).
The distinction between the two is that the consumables in question contain various fluxing agents that provide different advantages to the user.
To avoid having a shielding gas blown away by the wind, self-shielded FCAW is often utilized in outdoor settings.
Self-shielded FCAW relies on fluxing chemicals that do double duty by deoxidizing the weld pool and protecting the pool and any metal droplets from atmospheric contamination.
The flux achieves Deoxidation of the weld pool in gas-shielded FCAW, and additional shielding against atmospheric contaminants is provided, but to a lesser extent than in self-shielded FCAW. The flux is there to prop up the weld pool for welds that aren’t in the ideal spot. This method is often modified for increased output on out-of-position welds and more penetration.
By striking an electric arc between a consumable tungsten electrode and the workpiece, Tungsten Inert Gas (TIG) welding melts a pool of weld metal at the weld joint.
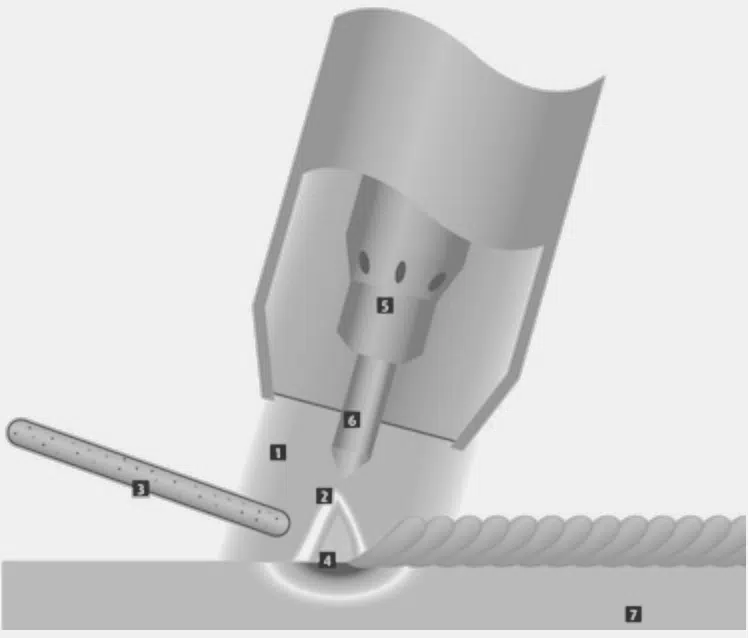
A protective inert or reducing gas shield surrounds the arc region to keep the weld pool and consumable electrode safe.
Welding may be done autogenously, without filler, or with filler added by inserting a spool of wire or rod into the weld pool.
TIG can weld various materials up to around 8 or 10mm in thickness, and the welds are excellent. Sheet metal is a perfect fit for this method.
The quality of the weld depends on several variables, including the kind of shielding gas used, the welding wire, the tungsten electrode, and the welding procedure.
The welding process allows for an infinite number of possible uses.
In this article, we will examine some significant permutations.
Due to its low deposition rate and ability to start and stop without breaking continuity, TIG is well suited for welding the root joint of two pipe sections together.

A pipe joint weld’s root pass is among its most important stages. If this is not done correctly, the whole assembly might break. In addition, it may take some time for TIG to weld the complete connection together.
The conventional practice calls for TIG welding on the root but SMAW with a 7018 electrode on the fill and cap.
SMAW and TIG employ a constant current. Therefore, switching the power source is unnecessary in most situations.
It’s possible that tack welds on a fabrication table would suffice for fitting purposes. Still, the final welding will have to be done in the field. Popular choices in this context include MIG and FCAW because of the ease with which two pieces of metal may be “zapped” together (or looking sometimes).
This is handled similarly to how a root pass would be filled. To bridge a big gap before welding it completely, using SMAW, MIG, and FCAW may be pretty effective. To begin with, the MIG filler metal must be let into the joint to be feasible.
It might be challenging to find a suitable combination welder. It requires imagination and adaptability. Finding the optimal equilibrium between which procedures should be used for safety and which should be used for productivity requires careful consideration. The four processes mentioned above are by no means an exhaustive list. Other processes include Oxy-acetylene welding, submerged-arc welding, and plasma arc welding.

M Hasan
I’m a professional welder and a writer at heart, so I wanted to share the welding expertise I’ve gathered over the years. In addition, I hope our posts motivate others to start welding. I have well-researched. I promise you’ll find honest advice on choosing the best MIG welder here- www.migweldercart.com
Read My Reviews On The 10 Best Mig Welder.
Disclaimer:
MigWelderCart.com provides content for informational purposes only and does not guarantee the accuracy or reliability of the items featured. We may earn commissions from qualifying purchases through the Amazon Associates Program and revenue from Google AdSense ads. Third-party vendors, including Google, use cookies to serve ads based on prior visits. Users can opt out of personalized ads via Google Ads Settings. All trademarks, brands, and images belong to their respective owners, and usage is at your own risk.